越联仪器PW-UH03Q超高速剥离力试验机在不干胶高速离型力测试中的应用
FIM4 FIANT测试方法No.4
不干胶高速离型力测试
适用范围 本测试方法可以使标签的最终用户评估复合材料在标签加工成型和贴标时的相类似的速度下的剥离力。因此与FTM3相比,本测试提供了一个关于材料加工成型特性的更合理的判断。剥离力太低会导致标签成型或贴标时飞标,剥离力太高会导致在模切排废中断卷或在自动贴标时不出标。
定义 高速离型力被定义为按如下方式剥离时所需的力:
(方式1)压敏性材料从保护性纸张上分离。
(方式2)离型底纸从压敏胶材料上分离。
以上两种方法皆在180°角分离角及10米/分钟到300米/分钟的分离速度条件下。这两种方式将会导致不同的结果。
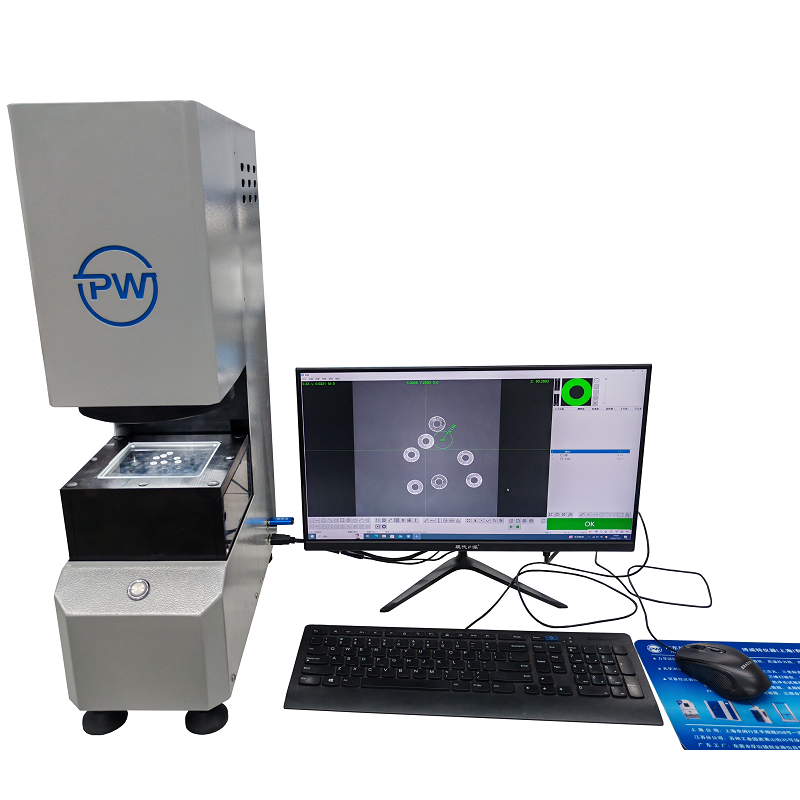
测试仪器 :如下图1:越联仪器PW-UH03Q 一台可以以180°角,10米/分钟到300米/分钟的速度剥离复合材料的仪器。仪器可以持续记录剥离力;

测试样品: 应是从有代表性材料上取下来的测试条。测试条宽25mm,至少300mm长,长边与机器保持一致。测试仪器可能要求加长样品长度以夹住材料。测试纸条必须违背损坏(褶皱、起泡等),切边应平滑笔直。
测试条件: 测试中,材料被放置于两块金属板间或玻璃板之间,并且材料需在标准测试条件(23℃±2℃,压强6.87kPa(70g/cm²)下保持至少20小时,用以保证离型纸和胶粘剂接触良好。 在金属板或玻璃板之间可以放置多达20张测试纸条。
以这种方式保存后,从玻璃板间取出测试条并且在标准测试条件(23℃±2℃,50%RH±5%RH)下放置至少4个小时。
测试材料的加速老化性能时,将一组相似的测试条放置在两块金属板或玻璃板之间,并把它们置于通风烘箱中,温度设定在70℃±5℃,放置20小时,然后测试条应当被取出并在如上所述条件中放置至少4个小时。详见FTM5.
测试步骤 方式1:离型压敏胶材料从保护性纸张上分离。
用一个滚轴机械装置把压敏材料从底纸上分离下来时,可能有必要防止胶水粘到驱动辊上。这时可用一条格拉辛底纸保护条盖住暴露的胶面。保护条应比胶带测试条宽4-10mm,长20-30mm,以将发生实验错误的风险降到最低。
过程如下:
1.将离型纸固定在装纸夹上;
2.把保护条(涂硅油面)贴住胶面,以便保护条在剥离测试期间贴合胶面。
3.把仪器设定在所需的速度上;
4.把带有保护条的压敏胶材料放在驱动辊上,开始测试,注意显示器显示连续取值还是平均值。如果用50mm宽度的样品,压敏胶面试就不能以此种方式剥离。检验测试仪器手册,查看低于15cN/25mm的剥离力值是否可靠。
方式2:底纸从压敏胶材料上分离。
这个过程与上述过程一样,区别只在于复合材料的放置位置相反而且也不必用保护条。
测试结果 高速离型力被表示为测试所得的峰值或平均值,单位是cN/25mm宽,下面的剥离方式应该和测试速度以及测试方法一起被记录下来:
(方式一)压敏胶面材从离型纸分离或
(方式二)离型纸从压敏胶面材分离。结果类型(峰值或平均值)必须被记录下来。
备注 1.测试结果仅仅还是峰值或平均值是具有误导性,尤其是在高速分离速度下。强烈推荐使用装有高速跟踪记录仪的高速剥离测试仪。
2.单位换算 1kgf=981cN